


热锻成型斗齿用1200吨多向锻造液压机
作者:液压机人气:
发表时间:2023-07-27
挖掘机斗齿、铲车斗齿的生产制造工艺有铸造成型、锻造成型两种。热锻成型斗齿的机器设备根据斗齿的规格尺寸,选用不同吨位结构的斗齿锻造液压机。文中介绍的是一款1200吨多向锻造液压机,是专门用于锻造2.5公斤斗齿而设计研发制造。

热锻成型挖掘机斗齿
锻造斗齿方法为:将斗齿棒料放入中频电炉内进行加热,通过热锻挖掘机斗齿液压机楔压成毛坯,进入压力机预锻、终锻形成半成品,切边冲孔,标识,热处理。本生产工艺采用锻造工艺,一次成型,外观整洁,斗齿密度高,无铸造缺陷,无须清理,斗齿一致性高,生产周期短,产品质量高,使用寿命长。斗齿的锻造生产工艺,包括下料工序——加热工序——辊压机预锻——镦粗工序——闭式复合液压机挤压工序——复合冲孔打字工序——锻后余热处理工序。
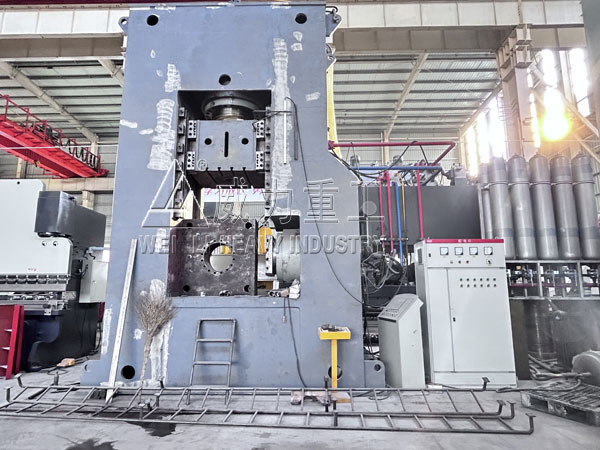
1200吨斗齿锻造液压机
热锻成型斗齿用1200吨多向锻造液压机的特点:
1、具有快速成型、节能、环保等主要特点。
2、采用四柱框架组合式结构,导向精度高,抗侧向力强,适用于压制精度要求高、不对称产品。
3、采用锻钢精加工、加厚处理,具有刚性好,抗变形力强特点。
4、活动工作台由上向下运动,提高了产品加工精度及操作安全。
5、热锻成型斗齿用1200吨多向锻造液压机具有快速工进,慢速靠模功能,提高生产效率与模具使用寿命。
6、打击速度快,模具热接触时间短,模具使用寿命长。
7、滑块导向的润滑采用注油润滑。
8、主缸吨位由主缸单缸实现。
9、机器T型槽按常规要求设计。
10、油箱置于机架右侧,油泵入口配常规油液过滤器
11、热锻成型斗齿用1200吨多向锻造液压机打击速度快,模具热接触时间短,模具使用寿命长。采用电液比例控制技术,实现压力、速度、行程数字化控制,可以对锻件尺寸进行精确控制,采用整体稳定性相对较好的台肩组合式框架结构,所有油缸均采用柱塞缸,移动工作台转换平稳,并有缓冲装置。
12、热锻成型斗齿用1200吨多向锻造液压机采用PLC控制,实现多重安全操作回路系统,确保操作者安全。
13、生产效率高,操作简单,维修方便,生产成本低。

1200吨多向锻造液压机
由于斗齿的大小重量不一样,锻造斗齿成型液压机也有很多吨位型号,常用的是1000吨、2000吨、4000吨、5000吨,其中5000吨锻造斗齿成型液压机用量最多,大小型号的斗齿都可以通用锻造。锻造斗齿成型液压机在主机的结构设计上充分吸收了国内外各主要厂家的产品优点和引进技术产品的精华,整机经过有限元优化设计和工业设计,形成了注重压机的整体性能与实用、耐用、高刚度和高可靠性,同时,又注重整机造型与色彩的宜人化设计风格。

多向锻造

热锻成型斗齿过程



315吨四柱拉伸液压机-抛光
-

- 315吨四柱拉伸液压机为一款多功能型三梁四柱压力机,工作台面...
500吨伺服液压机-500吨三梁

315吨四柱拉伸液压机-315吨

400吨盐砖机-400吨动物营养

400吨单柱液压机-C型单臂校

相关文章
- 模压建筑塑料模板成型用1200吨四柱液压机
- 瓦轴冲压成型400吨三梁四柱液压机的应用展现
- 耐火匣钵生产设备-500吨匣钵成型液压机双向压制
- 定做玻璃钢垃圾桶模压成型液压机价格与维护
- 800吨雨搭雨棚成型液压机正常安装液压件方法
- 热压铁粉成型杠铃片哑铃液压机1800吨试机中
- 塑料地垫成型800吨四柱液压机技术参数须知
- 1500吨石墨坩埚成型液压机滑块不能回程怎么办?
- 拉伸不锈钢巧克力水箱板成型500吨四柱液压机厂
- 400吨氢氧化钠粉末成型液压机厂家准备发货