



1000吨快速热锻液压机_1000T四柱式长轴热锻机
咨询热线:18306370898

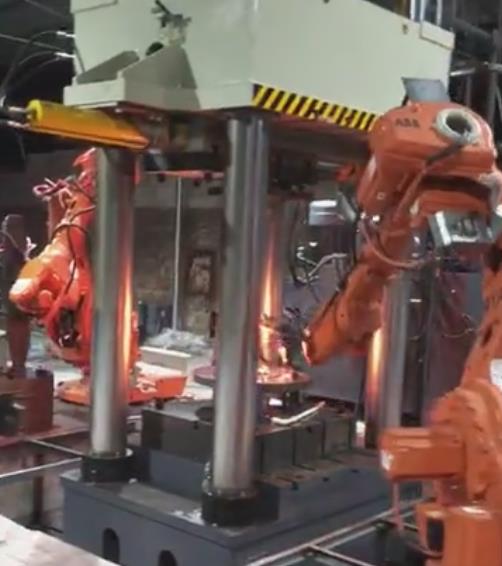
大型长轴类锻件多被应用于传动轴,它不仅是一个设备的核心部件,而且还是重型设备制造的关键部件。轴类大锻件的生产过程为锻前加热、锻造和锻后热处理。这种长轴类锻件是是金属在固态加热后通过锻压成形的。一般根据长轴的尺寸参数来选择合适的快速热锻液压机设备,近期山东威力重工就位湖南一客户设计定做了一台1000吨四柱式长轴热锻机,该设备配机械手,完成自动化的加工生产。了解更多信息联系张经理:18306370898(可加微信)该还适用于螺栓、轴类、齿轮锻件的锻造成型工艺。
1000吨快速热锻液压机
1000吨快速热锻液压机_1000T四柱式长轴热锻机特点:
机器经计算机优化设计,四柱式结构简单,经济,实用;框架式结构刚性好,精度高,抗偏载能力强;液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减小了连结管路与泄漏点;采用进口PLC控制的电气系统,结构紧凑,工作灵敏可靠,使用维修方便。具有调整、手动、半自动三种操作方式和定程,定压两种成型工艺规范。底梁内配有液压垫,通过操作面板选择,液压垫可以实现有顶出、无顶出和液压垫压边三种工作循环。

1000吨四柱式长轴热锻机
电器部分:
1000吨快速热锻液压机_1000T四柱式长轴热锻机电源采用三相四线制,三相交流电源电压为380V,50HZ;控制电路为交流220V,指示灯电压为24V,先导电磁阀控制电源为直流24V。设有专门的电器控制柜,一个主操纵柜,传动用电器元件均安装于电控柜内,如电源开关,空气开关,交流接触器,控制变压器,漏电保护等,电控柜内设置照明灯及换气通风设施。
1000吨快速热锻液压机_1000T四柱式长轴热锻机主控系统采用PLC可编程控制电器,主操纵柜上安装各种按扭和操纵手柄,本机操作系统分别采用手动和半自动两档操作,主操纵柜放置在液压机旁边的车间地面上,便于操纵和观察。
润滑部分:
1000吨快速热锻液压机_1000T四柱式长轴热锻机的润滑主要是活动横梁导向套和立柱之间所形成的四个摩擦副的润滑及移动工作台之间的润滑。横梁导向套与立柱之间采用脂润滑,用手动润滑泵加油润滑,移动工作台的支架之间采用电动润滑泵。润滑介质为锂仓脂0#-1#或0#-2#。机器每次使用前都应对机器润滑,禁止机器在无油润滑状态下工作。
长轴热锻加工中
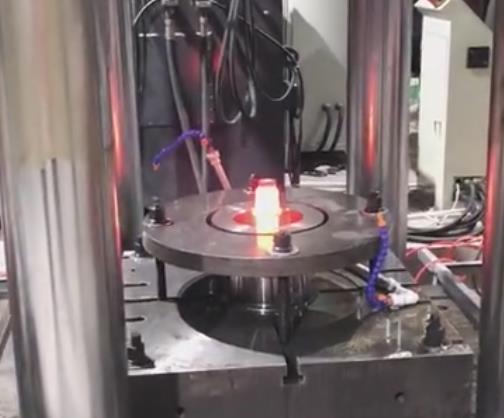
1000吨四柱液压机热锻长轴
1000吨四柱长轴热锻机的操作步骤:
1、1000吨四柱长轴热锻机操作人员必须经过培训,掌握设备性能和操作技术,方可独立操作。
2、在运行前,首先对模具上的各种杂物进行清洗,检查所有电气设备、手柄、传动部件、保护和限位装置是否完整、可靠、灵活。
3、1000吨四柱长轴热锻机的模具安装必须在停电的情况下进行。禁止与脚踏开关上的启动按钮、手柄、踏板碰撞。
4、安装上下模具对中,调整模具间隙,不允许与中心有单边偏差。确认模具已固定,然后再次按。
5、1000吨快速热锻液压机_1000T四柱式长轴热锻机工作前,先启动设备空转5分钟,检查油泵声音是否正常,液压单元、管路、接头、活塞是否有泄漏。
6、启动试压设备,检查压力是否达到工作压力,设备运行是否正常可靠,有无泄漏。
7、调整工作压力,试压一件工件,检验合格后生产。
8、1000吨快速热锻液压机_1000T四柱式长轴热锻机完工后,应切断电源,擦净压液,清洗模具和工件,摆放整齐。

热锻成型长轴产品
1000吨四柱液压机热锻长轴的注意事项:
1、轴类零件多选用拔长拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。拔长时,每次的送进量L应为砧宽B的0.3~0.7倍,若L太大,则金属横向流动多,纵向流动少,拔长效率反而下降。若L太小,又易产生夹层。、
2、拔长过程中应作90°翻转,较重锻件常采用锻打完一面再翻转90°锻打另一面的方法;较小锻件则采用来回翻转90°的锻打方法,如图3-7所示。
3、圆形截面坯料拔长时,先锻成方形截面,在拔长到边长直径接近锻件直径时,锻成八角形截面,最后倒棱滚打成圆形截面,如图3-8所示。这样拔长效率高,且能避免引起中心裂纹。
4、长轴类锻件多采用碳素钢材料,经初胚锻造和成型锻造方式,结合不同模具,减少了锻造过程中毛刺产生,提高产品质量。原料采用碳素钢材料高韧性、高耐磨、结构强度高,保证生产出的长轴在使用时稳定性,锻造工艺中采用两步成型,在初胚成型模具中进行下模体的成型锻打,在成型模具中进行上模体成型锻打,两步锻打不容易产生毛刺,不会产生废边,保证产品质量。
")


![]()
山东威力重工机床有限公司

微信扫描二维码保存到手机联系人
公司传真:0632-5850026
联系QQ:2335650447
企业邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号




联系威力重工

山东威力重工机床有限公司
公司电话:18306370898
公司传真:0632-5850026
企业邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号
威信扫描二维码保存到手机联系人