



伺服800吨液压机|汽车横梁冲压机
咨询热线:18306370898

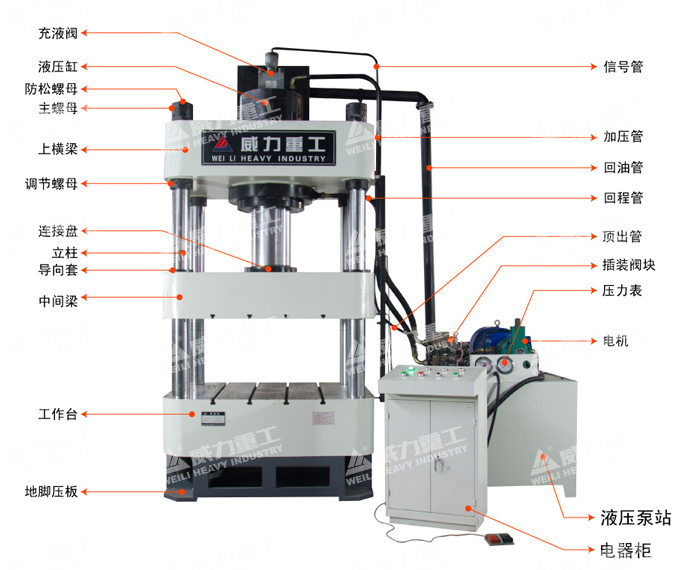
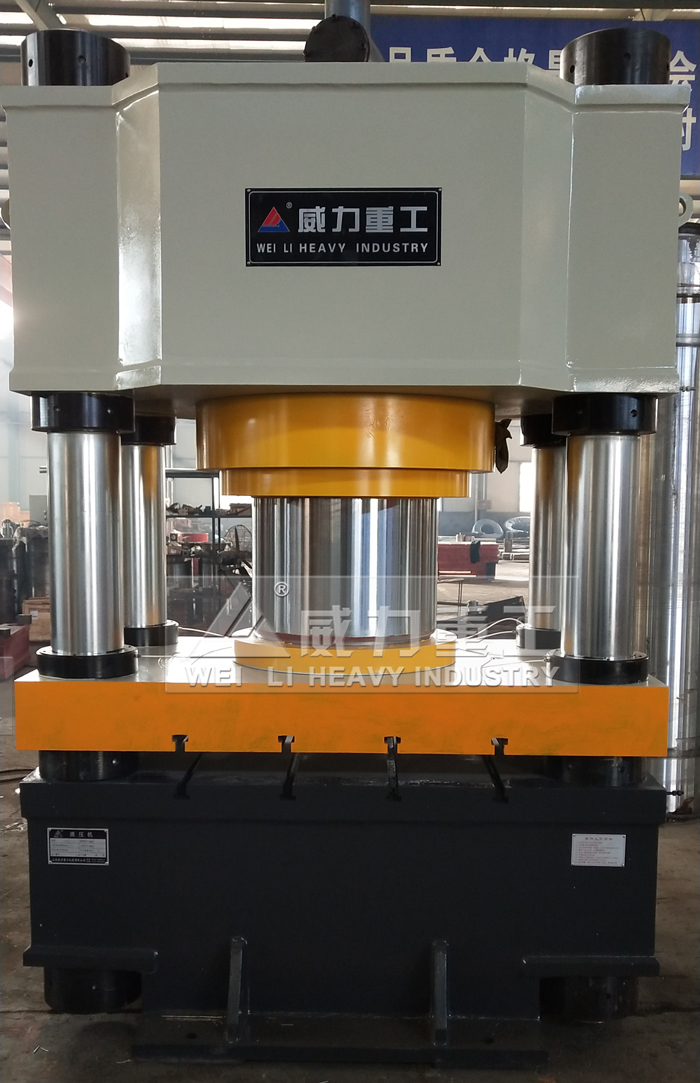
伺服800吨液压机|汽车横梁冲压机也叫三梁四柱液压机,是山东威力重工生产的一款产品,型号为YW32-800T。伺服800吨液压机|汽车横梁冲压机采用手脚联动操纵,操作简单。液压系统采用电池换向阀,结构紧凑、安全可靠、动作灵敏。速度快,能耗小,噪音低。机身为三梁四柱结构,采用全钢板CO2焊接,焊接后通过振动处理,确保机身永不变形。液压系统位于机身内,外型美观,操作方便。液压机设有独立的液压与电器控制系统,采用按钮集中控制,可实现定程和定压两种成型工艺,具有压力显示和行程、压力调节等功能。而且导柱、活塞杆中频淬火后镀硬铬处理,永不生锈拉毛,油泵进油口装有独特的过滤装置,确保油泵和阀的使用寿命。油路连接采用进口高压软管,大大降低机器噪声。
伺服800吨液压机|汽车横梁冲压机(三梁四柱液压机)生产效率高、运动平稳、噪音低、精度高是本机的最大特点,配合不同类型的模具能适应多种复杂形状零件压制成形,密度均匀,主要部件进得淬火、镀铬处理,各液压元件、电器元件及密封件均采用进口产品,采PLC控制系统,配光电保护装置,操作安全、方便。



伺服800吨液压机|汽车横梁冲压机适用范围:
主要适用于多种粉末的压制成形,如:铁基、铜基、铁氧体磁性材料、钼、钛、铝基等多种金属粉末;金属材料的冷挤压成型;金属或非金属零件的压印、成型、浅拉伸、整形、覆模及切边等。可压制的典型产品:汽车配件、表壳、表带、眼镜框架及零件、相框、餐具、标牌、锁具、五金零件等。
伺服800吨液压机|汽车横梁冲压机液压系统介绍:
1、液压系统装置布置在机身右侧。
2、液压控制系统主要由油箱、油泵电机组和二通插装阀等组成,它是产生和分配工作油液使主机实现各种动作的机构。油箱为钢板焊接件,电机油泵和二通插装阀组置于油箱上部,系统集中结构紧凑,便于检查调整和维护。
3、液压系统采用插装阀集成系统,动作灵敏、工作可靠、密封性能好等特点。
4、液压系统密封可靠,不渗漏,主要管路采用法兰连接,管路设有防震措施。
5、二通插装阀组是一种新型的液压元件,它具有流动阻力小、通油能力大、动作速度快;密封性能好、无泄漏、不易卡死;抗污染能力强、体积小、寿命长、易于维修等特点。
伺服800吨液压机|汽车横梁冲压机性能特点:
1、螺母结构、滑块导向采用加长结构、导向精度高、压机刚性好,液压机锁紧螺母具有防松结构、精度保持性好。
2、油缸缸体及活塞杆采用钢件,油缸精加工后进行珩磨处理,密封性好。
3、液压电控集成安装、压机占地小、外形美观、安装无需地坑。
4、液压控制采用插装阀集成系统,动作可靠、维修方便,液压泵组采用立式安装、压机噪音小。
5、液压机工作压力、工作行程可在参数范围内根据使用要求进行调整。
6、液压机带光电保护及移动操作台,操作安全可靠。
伺服800吨液压机|汽车横梁冲压机保养及维护:
1、工作用油推荐采用32号、46号抗磨液压油,使用油温在15~60摄氏度范围内。
2、油液进行严格过滤后才允许加入油箱。
3、工作油液每一年更换一次,其中第一次更换时间不应超过三个月;
4、滑块应经常注润滑油,立柱外表露面应经常保持清洁,每次工作前应先喷注机油。
5、在公称压力500T下集中载荷最大允许偏心40mm。偏心过大易使立柱拉伤或出现其它不良现象。
6、每半年校正检查一次压力表;
7、机器较长期停用,应将各加部位表面擦洗干净并涂以防锈油。
伺服800吨液压机|汽车横梁冲压机设计制造执行标准:
JB3818-1999 《液压机技术条件》
JB3915-1985 《液压机安全技术条件》
GB/T5226.1-96 《工业机械电气设备第一部分通用技术条件》
GB/T3766-83 《液压系统通用技术条件》
JB/T1829-1997 《锻压机械通用技术条件》
GB9166-88 《四柱液压机精度》
JB9967-99 《液压机噪声限值》
JB/T1829-1997 《锻压机械通用技术条件》
GB50054-95 《低压配电设计规范》
伺服800吨液压机|汽车横梁冲压机操作方式:
1、设调整、手动和半自动三种操作方式。分定程和定压两种工作方式。
1)调整:按下某一工作按钮,即有相应动作,抬手即停,主要用于机器调整。
2)手动:按下某一工作按钮,即相应完成一个动作。
3)半自动:按压双手下行按钮,液压机连续完成快降-慢降-加压(到设定压力或设定位置)-慢速回程-快速回程到停止,完成一个单次循环过程。
2、伺服800吨液压机|汽车横梁冲压机能完成下列工艺动作:
1)滑块快降→滑块慢降压制→滑块加压延时及泄压→滑块回程→顶缸顶出→顶缸退回。
2)顶缸上位等待,按下工作按钮后,滑块快降→滑块慢降压制( 同时顶缸被动退回)→滑块加压延时及泄压→滑块回程→顶缸顶出。操作台上的按钮除完成液压机全部动作外,还应有 “双手压制”、“回程”、“停止”、“急停”等按钮。
3、顶缸的工作方式为:不顶出、做顶出器、做液压垫三种。
伺服800吨液压机|汽车横梁冲压机选装配置
1、冲裁缓冲装置
2、PLC触摸屏控制分流
3、快速行程充液装置
4、下顶缸选装
5、移动工作台
6、光幕安全保护装置
7、冷却装置
8、换模具有浮动导轨和滚动托架
9、触模式工业显示屏
10、打料装置(液压机和机械式)
11、工作灯
如果您真想购买四柱液压机,单柱液压机,框架式液压机,龙门液压机设备,不妨到我公司来考察后订购,公司可根据您的需求,量身设计定做,我们会尽全力满足客户的需求。或者您直接通过电话与我们沟通,热线:18306370898(同微信号)
山东威力重工主要经营产品有:
1、液压机系列(单柱液压机、四柱液压机、框架式液压机、龙门式液压机、四柱拉伸液压机、卧式液压机、伺服液压机、多功能液压机、非标液压机定做)
2、钻床系列(机械摇臂钻床、液压摇臂钻床、万向摇臂钻床、立式钻床、台钻)
3、铣床系列(数控铣床、万能卧式升降台铣床、立式升降台铣床、万能摇臂铣床、高速炮塔铣床、万能回转头铣床、床身式铣床、钻铣床)
4、冲床系列(开式可倾冲床、固定台冲床、钢板深喉冲床、气动摩擦离合器冲床、液压冲床、数控冲床)
5、剪板机系列(机械减板机、液压剪板机、摆式减板机、闸式剪板机)、折弯机(液压折弯机、数控折弯机)
5、剪板机系列(机械减板机、液压剪板机、摆式减板机、闸式剪板机)、折弯机(液压折弯机、数控折弯机)
6、数控车床系列(数控卧式车床)
7、加工中心系列(数控加工中心、立式加工中心、卧式加工中心、龙门加工中心等)
8、刨床、锯床、各种专机定做。
汽车横梁冲压机知识扩展:
采用冲压工艺加工汽车车架的纵梁和横梁。纵梁、横梁是构成汽车车架的基本零件,纵梁的断而大多采用槽钢形式,利用高强度的中厚钢板冲压而成。横梁则根据作用不同有槽形梁、拱形梁以及Ⅱ形梁等。横梁大多采用高强度的中厚钢板冲压成形。
纵梁和横梁冲压工艺是落料冲孔→压弯成形。纵梁和横梁的落料冲孔属于厚板料冲裁,冲裁的质量直接影响纵梁和横梁的连接以及车架的强度。如果落料冲孔模采用平刃口冲裁,纵梁冲裁力将达到上万吨,为了减小冲裁力,降低冲裁时的震动和噪声,纵梁和横梁落料冲孔采用斜刃冲裁。
纵梁成形采用一次压弯成形,纵梁材料属于厚板料高强度钢板,因此压弯后存在侧壁和底部的回弹。为了保证纵梁在与横梁等零件铆接或螺钉连接装配的工艺性,要求纵梁侧壁和底面具有严格的垂直度公差,并且底面有严格的平面度要求。为了满足这些要求,在模具设计时常采取以下三种方法进行零件质量控制:
①采取增加纵梁圆角区的塑性变形程度,使圆角区内外表面变形程度接近,从而减少两者间的应变差异,进而减轻零件的回弹。
②在纵梁成形过程中底部加背压,控制零件弯曲过程中底部区域的向下弯曲,减轻零件脱模后的回弹。
③尽量减小凸模和凹模间的间隙,控制零件成形过程中侧壁与底面的垂直度。横梁控制回弹的方法与纵梁相同。国外已经开发出热轧板不经酸洗直接进行落料冲孔和弯曲成形工艺,将酸洗工序留在喷漆之前的前处理工序中,降低了纵梁和横梁的制造成本。
落料模具和压弯模具模座底板分别是一套通用底板,只要更换不同的凸模和凹模,就可以生产不同车型的纵梁。
汽车纵梁是汽车上最长的冲压零件。卡车纵梁几乎等于汽车的纵向长度,纵梁材料属于高强度厚钢板,因此落料冲孔和压弯成形力都非常大,常用的有800吨,1000吨,2000吨、3 000吨、4000吨四柱液压机。液压机配有侧开活动工作台、模具快速更换夹紧机构、液压保护装置和下气垫等。每分钟可以生产10件(单工序)。纵梁的落料冲孔和压弯成形一般采用机械压力机。机械压力机生产效率高,但设备投资非常大。也有用液压机进行落料冲孔和压弯成形的,这种液压机滑块行程速度是可变的,滑块与床头箱由四个缓冲缸相连,使设备到下死点时,缓冲缸起作用,减少了振动和噪声,并对主缸起到保护作用。横梁的落料冲孔多在机械压力机上进行。
![]()
山东威力重工机床有限公司

微信扫描二维码保存到手机联系人
公司传真:0632-5850026
联系QQ:2335650447
企业邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号




联系威力重工

山东威力重工机床有限公司
公司电话:18306370898
公司传真:0632-5850026
企业邮箱:2335650447@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号
威信扫描二维码保存到手机联系人